
在内卷时代背景下的品牌如何推广
2021-12-22 16:40:52 来源:
面对日益激烈的市场竞争和不断降低生产成本需求的压力,机床行业中高速切削加工成为提升制造业竞争力的关键点。高速切削加工主轴转速高,切削...

机床中高速切削加工技术能有效的缩短生产周期,降低加工成本,但在实际加工中,有时其加工效果并未达到预期的目标。当然原因很多,但未能正确选用与高转速的主轴完美配合的刀柄是关键因素之一。机床主轴的高速运转如果没有合适的刀柄相配合,不但不能达到预期的性能,还可能会损坏机床主轴的精密轴承,降低机床的寿命。若想保证在高速切削加工中获得满意的加工精度,就得选择相应的刀柄,这一点往往未能引起人们的重视,可是实际上作为连接机床主轴和切削刀具发挥重要作用的刀柄,对所制造的零件是否达到相关标准的要求或变成废次品,对使用的切削刀具是否会快速磨损及是否能长时间使用、对使用的切削刀具是否可达到所期待的高效率、能否延长机床及刀具的有效加工时间等起着决定性的作用。
影响的主要因素是刀柄的精度、动平衡、刚性及夹持力。因此,在确定采用高速切削加工时,应能在种类繁多的刀柄系统中,正确选择适合高精度的高速切削加工用的刀柄。因此刀柄的锥度成为影响刀柄使用的重要因素,为满足国内刀柄锥度检测的需求,德国Diebold提供一系列刀柄锥度检测仪,可实现HSK20-HSK125、BT30-BT50、SK30-SK50、BBT30-BBT50锥度刀柄的检测。
接触式测量仪器进行锥度测量是准确和正确测量的安全方法。这些测量仪器一直在实用功能、准确性和测量可靠性方面进行调整。这些仪表重要的优点是操作简单、有条不紊,因此可以避免测量过程中的错误,这对刀柄制造商和刀柄使用企业来说非常重要!
Diebold HSK刀柄锥度检测仪
用于检测刀柄锥度的检测仪器
HSK 锥度是根据锥形法兰的端面作为基准测量的。大、小锥度直径的定心使锥度的正确测量变得非常容易。 HSK锥度测量装置的另一个特点是同时测量拉紧斜面位置(尺寸L5)和检测顶出深度(尺寸L6)。此外,您还可以在同一测量过程中检查锥度跳动和圆度。使用可选的附加检测装置,可同时检查法兰V型槽尺寸 f3 和 d11 以及刀具端的同心度。 德国Diebold可提供HSK25-HSK125多种规格刀柄锥度检具。
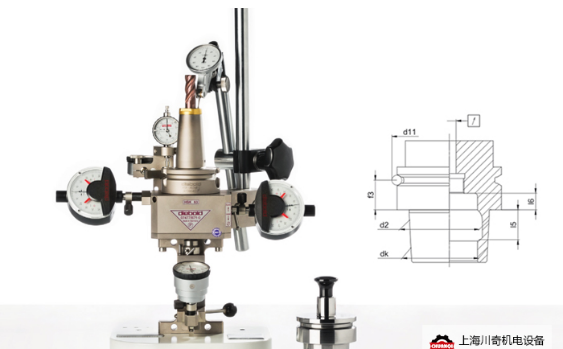
HSK刀柄锥度检测仪,可以在一次操作中检测4个重要的尺寸:
1. d 2 锥度大端直径 2. d k 锥度小端直径 3. l 5 拉紧斜面位置 4. l 6 顶出面深度
圆度:d 2 ,d k 在检具中旋转HSK锥柄可测
配合使用vee-flange V型法兰槽测量装置可检测
5. d 11 V型槽的半径 6. f 3 V型槽到端面的距离配合跳动检测转换器,可以检查刀柄鼻端跳动7. A 外径跳动 8. B 端面跳动 9. C 内径跳动
Diebold BT/ SK刀柄锥度检测仪
德国Diebold可提供BT30-BT50、SK30-SK50多种规格刀柄锥度检具。
Diebold 7:24刀柄锥度检测仪
校准后的锥度检测仪可测量:
1. d 2 锥度大端直径 2. d k 锥度小端直径 3. MI 锥部直线度 4. a 法兰面到锥部的距离配合法兰V型槽测量装置可检测6. d 5 法兰V型槽尺寸 7. f 1 V型槽到锥部的距离配合跳动检测支架,可以检查刀具相对于刀柄锥度的跳动。8. A 外径跳动 9. B 端面跳动 10. C 内径跳动
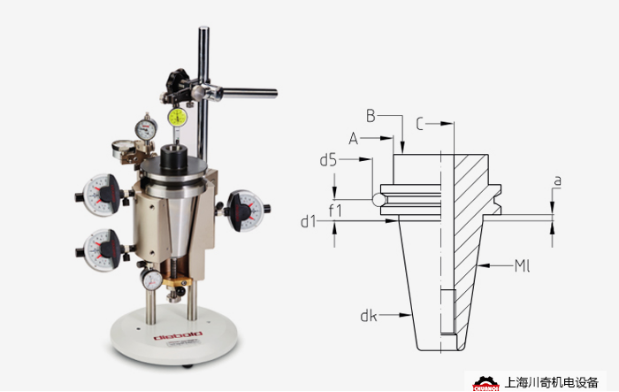
德国Diebold D-BT刀柄锥度检测仪
Diebold D-BT刀柄锥度检测仪
用于检测端面接触的BT锥度的测量仪。有D-BT30,D-BT40,D-BT50多种规格。
D-BT锥度检测仪用于精确测量大小锥度直径以及锥度的直线度。 这里所说的D-BT也就是大家常见的B-BT。

校准后的锥度检测仪可测量:
1. d 2 锥度大端直径 2. d k 锥度小端直径 3. MI 锥部直线度配合法兰V型槽测量装置可检测6. d 5 法兰V型槽尺寸 7. f 1 V型槽到锥部的距离配合跳动检测支架,可以检查刀具相对于刀柄锥度的跳动。8. A 外径跳动 9. B 端面跳动 10. C 内径跳动
上海川奇机电设备有限公司作为德国Diebold中国合作伙伴,负责Diebold中国市场推广,秉着严谨创新的理念,为广大用户提供世界先进技术的产品。 了解更多德国Diebold产品

